固定式气体检测报警仪组成部分有哪些?
文章出处:南京艾伊科技有限公司 人气:-发表时间:2022-06-24 10:14:00
固定式气体检测报警仪,主要用在制药、冶炼、煤矿、电力、环保等化工行业中,当作业环境中出现可燃或者有毒有害气体泄漏,且相应气体浓度值达到报警仪设置的临界点时,就会发出报警信号。那么,你知道固定式气体检测报警仪组成部分有哪些吗?又是怎么提醒工作人员采取安全措施的吗?
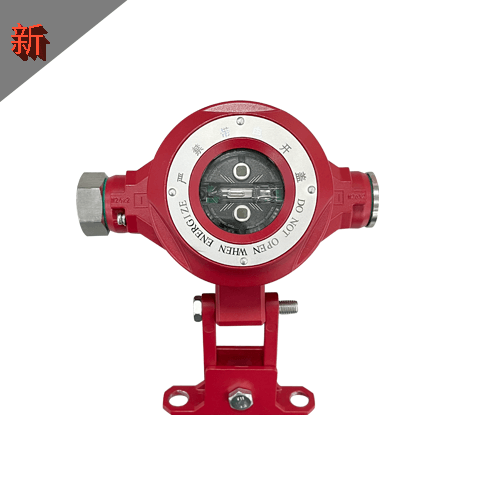
固定式气体检测报警仪,主要由报警控制器和探测器两个部分组成。一般来说,控制器大多放在值班室或者监控室内,主要对工作场所中各个监测点进行全局掌控。而探测器则安装在被测气体容易泄漏的地点,具体安装数量和位置要根据实际工况而定。

介绍完了固定式气体检测报警仪组成部分,我们再来看看它的工作原理。气体检测仪的核心部件是传感器,当传感器检测到被测气体的浓度时便会转化成电信号,然后通过线缆传到监控室的控制器上。电信号和气体浓度成正比,检测的气体浓度越大电信号越强。当浓度达到报警仪设置的预设值时,就会发出报警信号,并启动电磁阀和排风扇等联动装置,从而防止出现爆炸、火灾或中毒事故。
随着我国工业的快速发展,每年因安全措施不到位而引起的事故也不断上升。目前,气体检测仪应用的领域非常广泛,南京艾伊科技希望所有涉及危险气体行业的企业,都能了解固定式气体检测报警仪组成特点和运行原理,并按规则使用。如果生产工艺过于复杂无法解决,可直接拨打400-025-9821咨询,艾伊科技将为您提供定制化解决方案。
南京艾伊科技一体化解决方案和气体检测分析仪,粉尘检测仪,气体检测报警仪,氧含量分析仪,可燃气体检测仪等.生产,销售,研发,售后一条龙科技服务商. 咨询热线:400-025-9821

下一篇:一氧化碳气体分析仪工作原理是什么?上一篇: 关于顺磁在线氧分析仪原理相关解答
此文关键字:固定式气体检测报警仪组成,气体检测仪,气体报警器,气体报警仪,固定式气体检测仪,在线气体分析仪



同类文章排行
- 浅谈离心机防爆氧气含量分析仪氮气置换技术应用的意义
- 在线微量顺磁氧分析仪厂家要如何选择?
- 助力工业生产,焦炉煤气分析离心机氧气分析仪的应用
- 宁夏内蒙古GDS系统机柜的应用前景
- 手持臭氧氨气二氧化碳硫化氢浓度检测报警器的应用意义
- 如何通过原位激光氧气体分析仪进行气体检测:基本原理
- 如何选购合适的防爆一氧化碳CO分析仪?
- 冶金可燃报警仪准确度是多少: 技术参数与实测数据分析
- 农业食品企业使用离心机氧含量监测系统优劣势
- 确保准确性:操作易燃易爆气体检测仪前的步骤概述
最新资讯文章
您的浏览历史

