垃圾处理站安全怎么保障?气体探测系统来助力!
描述:垃圾处理站面临气体泄漏风险,气体探测系统提供全方位安全保障。本文介绍固定式一氧化碳报警装置等高效探测报警系统。
在垃圾处理站,甲烷、硫化氢、一氧化碳等有毒有害气体的存在如同隐形的“杀手”,时刻威胁着工作人员的生命安全。面对这一挑战,气体探测系统成为了守护垃圾处理站安全的重要防线。那么,如何选择一套高效可靠的气体探测报警系统,为垃圾处理站的安全保驾护航呢?

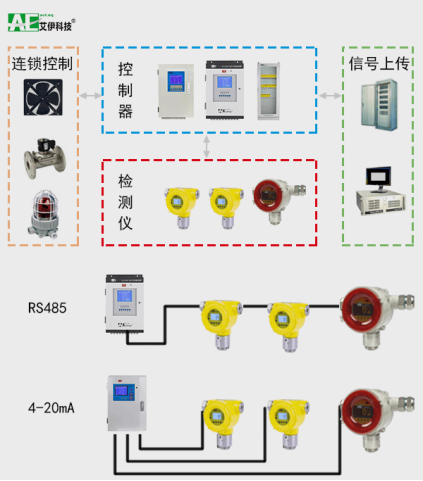
南京艾伊科技有限公司推出的气体探测报警系统,正是针对垃圾处理行业的痛点量身定制的解决方案。该系统通过在垃圾坑、渗滤液沟道、卸料大厅等关键区域安装固定式一氧化碳气体报警装置系统,实现了对有毒有害气体的实时监测与预警。一旦检测到气体浓度超标,系统将立即触发声光报警,提醒现场工作人员及时撤离,有效避免中毒等安全事故的发生。
这款气体探测报警系统不仅具备高精度、快速响应的特点,还采用了不锈钢+铝合金材质,整表防护等级高达IP66,能够适应垃圾处理站恶劣的工作环境。同时,系统内置低报、高报、故障三个开关量,可实现多级连锁控制,与风机、排风扇等设备联动,及时处理现场气体浓度,确保工作环境的安全。
除了固定式一氧化碳气体报警装置系统外,该气体探测报警系统还支持对甲烷、硫化氢、氨气等多种有毒有害气体的监测,真正实现了气体探测系统的全方位守护。其高亮度显示屏和LED状态指示灯,让工作人员能够直观了解现场气体浓度情况,操作更加便捷。
在垃圾处理行业,安全永远是第一位的。选择南京艾伊科技的气体探测报警系统,就是选择了专业与可靠。这套系统不仅能够有效预防气体泄漏事故的发生,还能通过智能化管理,提高垃圾处理站的安全管理水平。
气体泄漏报警器虽小,却关乎着垃圾处理站的大安全。让我们携手南京艾伊科技,用高效的气体探测系统,为垃圾处理站的安全撑起一片蓝天!选择气体探测系统,让安全与垃圾处理同行!
南京艾伊科技一体化解决方案和气体检测分析仪,粉尘检测仪,气体检测报警仪,氧含量分析仪,可燃气体检测仪等.生产,销售,研发,售后一条龙科技服务商. 咨询热线:400-025-9821




同类文章排行
- 南京市城市燃气:手持式激光甲烷遥测仪高效巡检解决方案
- 江苏省南通市城市燃气巡检:激光甲烷遥测仪高效守护管网安全
- 江苏省南京市城市燃气巡检:便携式激光遥测仪高效检漏
- 江苏无锡城市燃气巡检:激光遥感探测仪高效守护管网安全
- 激光甲烷遥测仪高效守护江苏苏州市燃气管网安全
- 安徽芜湖建材行业水泥厂管道粉尘泄露检测仪 精准监测方案
- 山东省石油炼装卸区在线固定式可燃气体报警器 安全监测解决方案
- 山东油气行业专用无线式有毒气体探测器 稳定监测更安全
- 山东省石油储罐便携式气体泄漏检测仪:精准守护罐区安全
- 内蒙古通辽市反刍动物养殖场粪污池专用气体浓度检测仪
最新资讯文章
您的浏览历史

