煤矿安全监测设备升级:矿用一氧化碳测定器的技术革新与应用
文章出处:南京艾伊科技有限公司 人气:-发表时间:2025-06-10 09:05:00
矿用一氧化碳测定器的技术革新趋势
2025年,煤矿安全监测设备迎来新一轮技术升级,矿用一氧化碳测定器在以下方面实现突破:
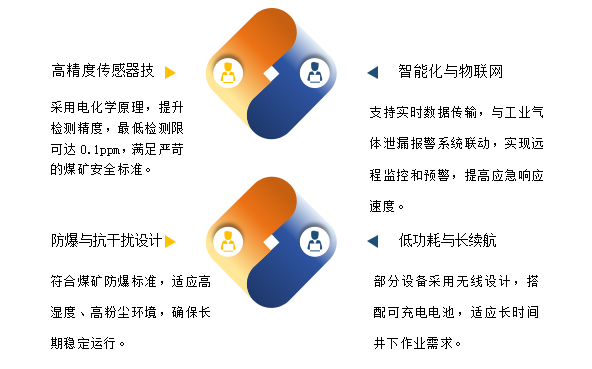
以艾伊科技 CTH1000矿用一氧化碳测定器为例,产品具备抗干扰能力强、测量范围广、响应时间短等优势,成为煤矿安全监测的优选方案。
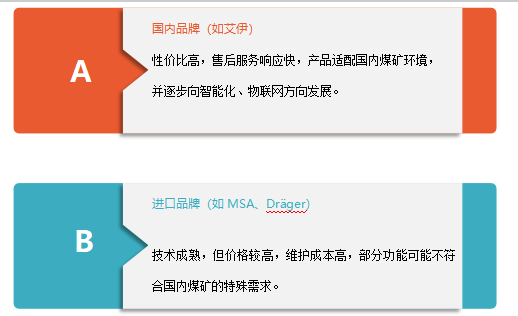
矿用一氧化碳测定器厂家技术优势对比
企业在选型时,应结合煤矿实际工况、预算及未来智能化升级需求,选择具备防爆认证、高稳定性、数据可联网的设备,而非单纯追求低价或进口品牌。
市场上的矿用一氧化碳测定器厂家主要分为国内品牌和进口品牌两大阵营:
应用案例与行业趋势
目前,矿用一氧化碳测定器已广泛应用于:
煤矿井下作业面:实时监测采掘过程中的CO浓度,预防火灾和瓦斯爆炸。
通风系统优化:结合CO数据调整风量,提高井下空气质量。
应急救援:便携式CO测定器用于事故后的环境评估,保障救援安全。
未来,随着5G、AI技术的普及,煤矿气体监测将向智能化、无人化方向发展,矿用一氧化碳测定器也将进一步集成AI预警、自动调控等功能,成为智慧矿山建设的重要组成部分。
结语:科学选型,提升煤矿安全监测水平
煤矿安全无小事,选择高性能、高可靠性的矿用一氧化碳测定器,并搭配工业气体泄漏报警系统,是提升煤矿安全监测能力的关键。企业在设备升级时,应关注传感器技术、防爆性能、数据联网能力,同时选择技术实力强、服务完善的厂家,确保长期稳定运行。随着技术进步,未来的煤矿气体监测将更加智能、高效,为矿工安全和行业可持续发展提供坚实保障。
南京艾伊科技一体化解决方案和气体检测分析仪,粉尘检测仪,气体检测报警仪,氧含量分析仪,可燃气体检测仪等.生产,销售,研发,售后一条龙科技服务商. 咨询热线:400-025-9821

此文关键字:气体检测分析仪,粉尘检测仪,气体检测报警仪,氧含量分析仪,可燃气体检测仪



同类文章排行
- 污水处理厂气体安全如何保障?南京艾伊科技给出答案
- 精准测浓度:气体检测仪质量浓度与爆炸浓度的双重守护
- 反应釜氧气分析仪怎么选?精准监测就靠它!
- 点型气体探测器怎么选?南京艾伊科技给您专业方案!
- 粉尘浓度仪怎么选?艾伊科技给您满意答案!
- 氧气分析仪怎么选?专业厂家揭秘选型要点!
- 气体泄漏隐患大,固定式气体检测仪真能精准应对?
- 氟化工安全咋保障?GDS气体报警系统来护航!
- 氢气监测难题咋破?这款仪器给你答案!
- LEL气体检测仪怎么选?在线监测让安全无忧!
最新资讯文章
您的浏览历史

