石油化工可燃有毒气体检测系统的配置方案
文章出处:南京艾伊科技有限公司 人气:-发表时间:2022-01-19 09:09:00
近些年来,石油化工行业在生产中,常因可燃/有毒气体泄漏而令安全事故频发。为从源头上避免安全事故的发生,石油化工行业多安装了可燃有毒气体检测系统来解决。这个系统中包含了哪些配置呢?今天,小编就为大家具体介绍一下,关于石油化工可燃有毒气体检测系统的配置方案。

石油化工可燃有毒气体检测系统的配置方案:
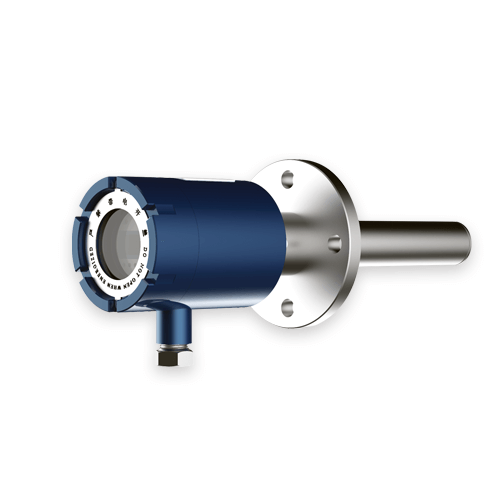
该系统是由探测器、报警器、报警控制单元三个部分组成。气体探测器安装在现场环境中,当探测到现场环境中发生气体泄露且气体浓度值超出设定的报警值后,报警控制器就会自动启动相应的联动设备,同时将报警信息利用通讯接口上传至中控室上位机。
石油化工企业安装该系统,是保障作业人员的人身安全以及财产安全的有效手段。想要安装石油化工可燃有毒气体检测系统,小编为大家推荐艾伊科技。艾伊科技可燃有毒气体检测系统完全符合GB/T 50493-2019相关要求,不仅应用范围广泛,且可以根据不同客户的实际工况进行定制化的配置方案,可实现现场监测报警、远程显示报警、数据实时传输、历史记录查询等功能,以此实现更好的人机交互。
南京艾伊科技一体化解决方案和气体检测分析仪,粉尘检测仪,气体检测报警仪,氧含量分析仪,可燃气体检测仪等.生产,销售,研发,售后一条龙科技服务商. 咨询热线:400-025-9821

此文关键字:气体检测分析仪,粉尘检测仪,气体检测报警仪,氧含量分析仪,可燃气体检测仪


同类文章排行
- 污水处理厂气体安全如何保障?南京艾伊科技给出答案
- 精准测浓度:气体检测仪质量浓度与爆炸浓度的双重守护
- 反应釜氧气分析仪怎么选?精准监测就靠它!
- 点型气体探测器怎么选?南京艾伊科技给您专业方案!
- 粉尘浓度仪怎么选?艾伊科技给您满意答案!
- 氧气分析仪怎么选?专业厂家揭秘选型要点!
- 气体泄漏隐患大,固定式气体检测仪真能精准应对?
- 氟化工安全咋保障?GDS气体报警系统来护航!
- 氢气监测难题咋破?这款仪器给你答案!
- LEL气体检测仪怎么选?在线监测让安全无忧!
最新资讯文章
您的浏览历史

